The intricacies of 3D printing often extend beyond the initial design and printing process. One crucial aspect frequently encountered is the removal of support structures. These supports are essential for printing geometries with overhangs and bridges, but their removal can be challenging, potentially damaging the printed part if not approached with care. This article provides a structured approach to making support removal easier, focusing on material selection, slicer settings, and post-processing techniques.
Material Selection
The choice of filament significantly impacts the ease of support removal. Certain materials inherently lend themselves to easier separation due to their properties.
Dissolvable Support Materials
Dissolvable support materials offer a straightforward solution for complex geometries. These materials are designed to dissolve in a specific solvent, leaving the printed part clean and free of support remnants.
Polyvinyl Alcohol (PVA): Commonly used with PLA, PVA dissolves in water. It is crucial to keep PVA dry before printing, as it readily absorbs moisture from the air. Proper storage in airtight containers with desiccant is essential to prevent print failures.
High-Impact Polystyrene (HIPS): Often paired with ABS, HIPS dissolves in limonene. Limonene is a citrus-based solvent and requires adequate ventilation during use. It is important to note that limonene can also affect certain plastics, so compatibility should be verified before immersion.
Using the Same Material for Both Part and Supports
While using a dissolvable support material is ideal, it often necessitates dual-extrusion printers. When using a single-extrusion printer, both the part and supports are typically printed from the same material. In this scenario, material selection still plays a crucial role.
PLA (Polylactic Acid): PLA is a popular choice due to its ease of printing and relatively low adhesion to itself. Breaking away PLA supports is often easier than with other materials. Consider using a slightly lower printing temperature for the supports than for the main part. This can weaken the bonds between the support and the part, facilitating easier removal.
PETG (Polyethylene Terephthalate Glycol): PETG offers good strength and flexibility but can be more challenging to remove supports from compared to PLA. Fine-tuning the support settings in the slicer is especially important with PETG.
Cura Questions! Easier support Removal! - YouTube
ABS (Acrylonitrile Butadiene Styrene): ABS is known for its strength and temperature resistance but can strongly adhere to supports. Utilizing breakaway support structures and carefully adjusting interface settings are critical for successful support removal.
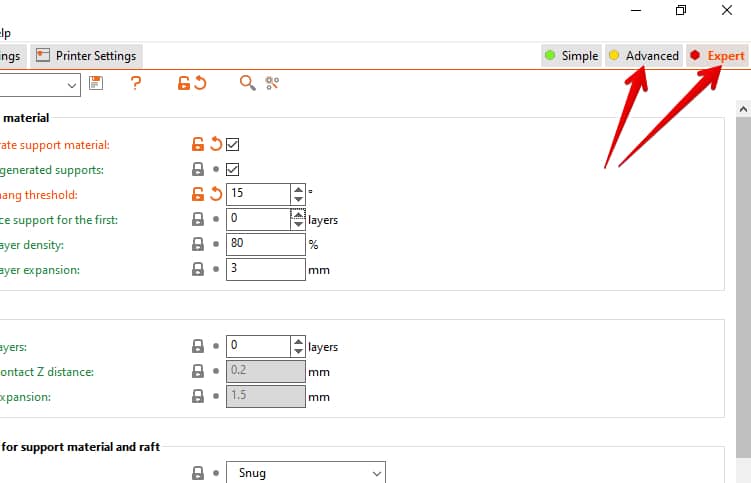
Slicer Settings
Slicer settings directly influence the structure and density of the supports, which, in turn, impacts the ease of their removal. Strategic adjustments to these settings can significantly reduce the force required to detach supports and minimize potential damage to the printed part.
Support Density
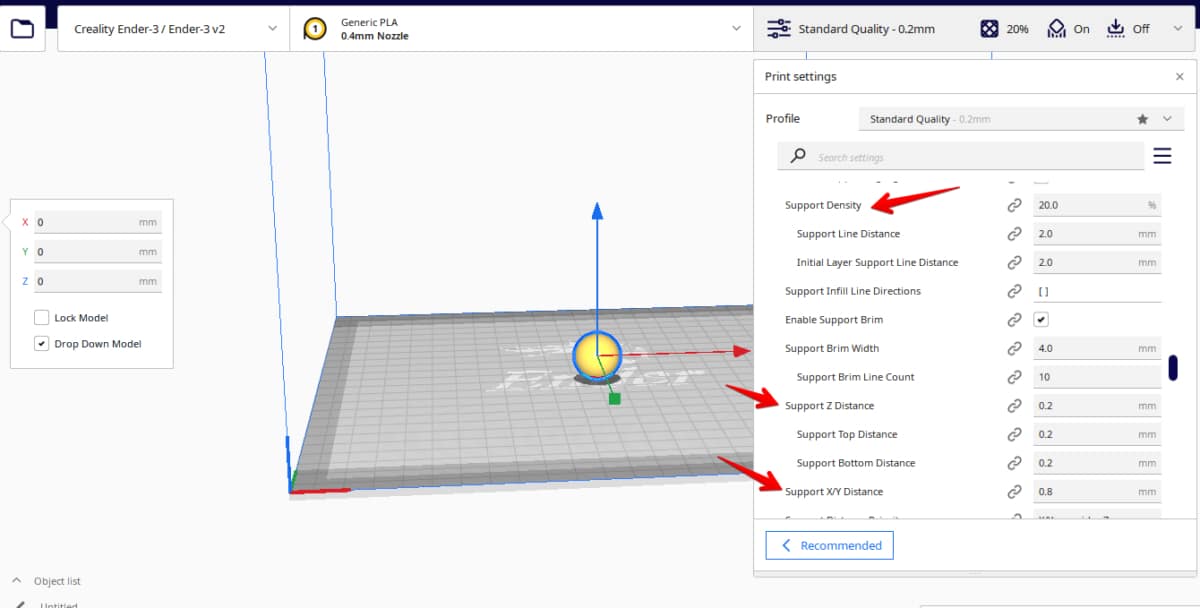
Support density refers to the amount of material used to create the supports. A lower density reduces the contact area between the supports and the printed part, facilitating easier removal.
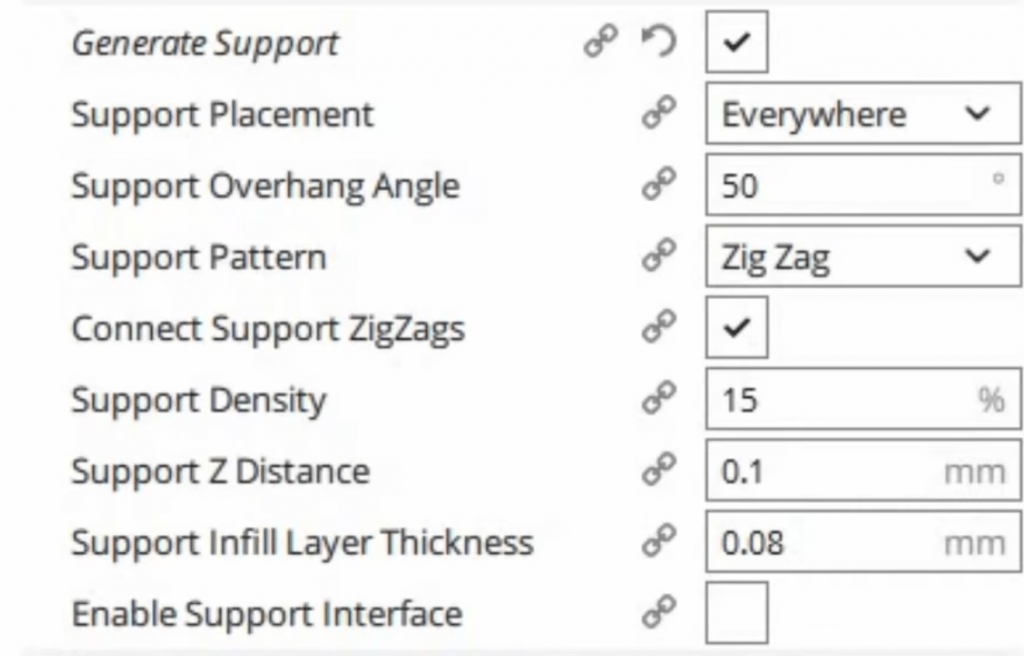
Lower Density for Easier Removal: Experiment with reducing the support density to 10-20%. This will create a more sparse support structure that is easier to break away. However, be mindful of the overhang angle and bridge length. If the density is too low, the supports may not be sufficient to prevent sagging or deformation.
Higher Density for Complex Overhangs: Complex geometries with long overhangs might require a higher support density. In these cases, focus on adjusting the interface settings (described below) to make the supports more easily removable despite the higher density.
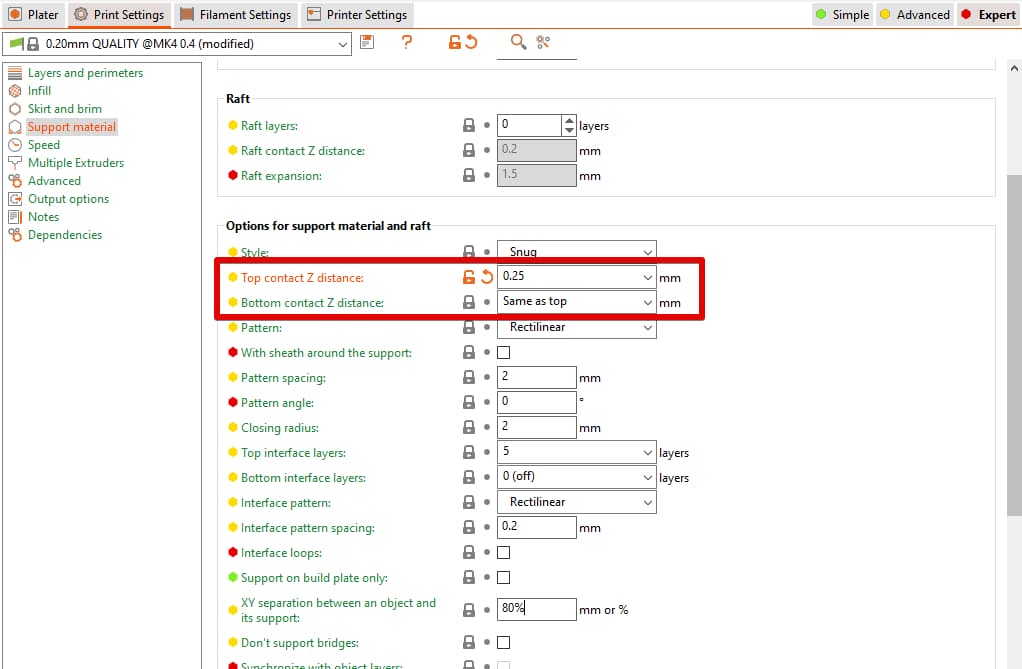
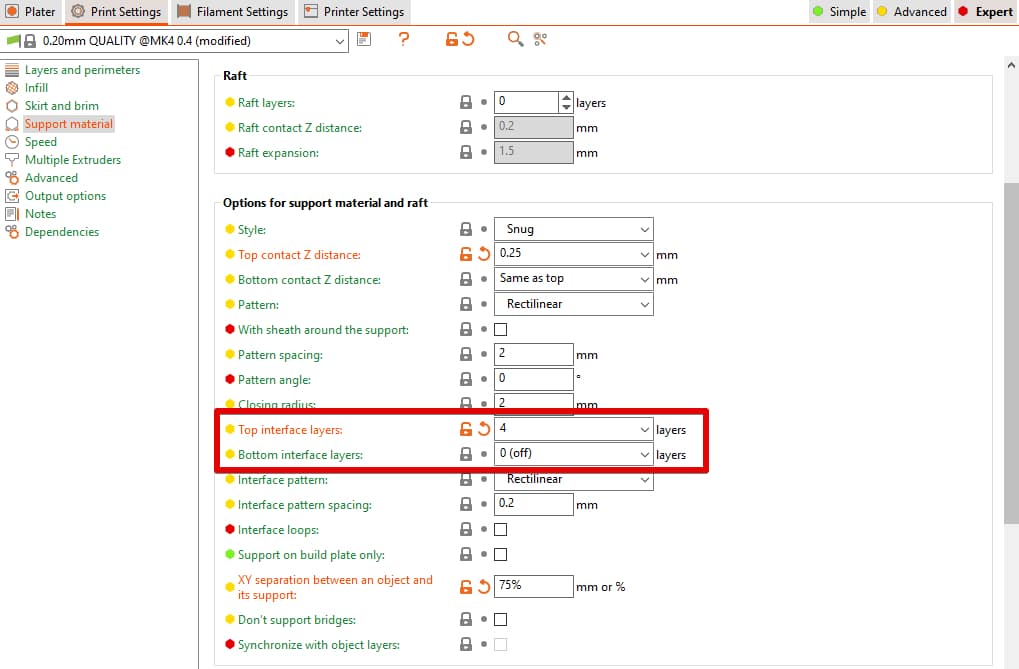
Support Interface
The support interface is the layer directly in contact with the printed part. This area is often the most challenging to separate. Modifying the interface settings is critical for easier removal.
3D Printing: How to Make Supports Easy to Remove | Additive Plus
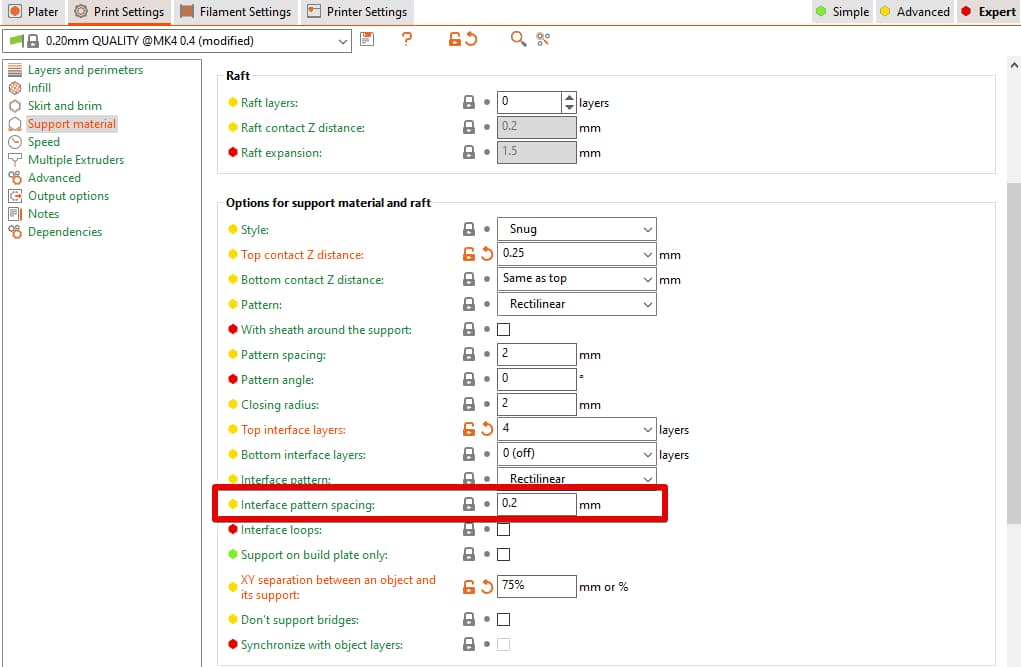
Support Interface Density: Reduce the density of the support interface. This can be achieved by increasing the distance between the interface lines or by using a sparse infill pattern. Some slicers offer specific settings for interface density. Experiment with values between 50% and 80% of the overall support density.
Support Interface Layer Thickness: Increasing the layer thickness of the support interface can weaken the bond between the support and the part. A thicker interface layer makes it easier to insert a tool (e.g., a scraper or pliers) to separate the supports.
Support Z Distance (Air Gap): Introducing a small air gap between the support interface and the printed part is a highly effective technique. This prevents the support from fusing directly to the part, allowing for easier separation. Experiment with values between 0.1mm and 0.2mm. Be cautious not to introduce too large of a gap, as this can lead to sagging or deformation of the overhang.
Support X/Y Distance: Adjusting the horizontal distance between the support and the part can also ease removal. A slightly larger distance (e.g., 0.2mm) can make it easier to access and break away the supports. This setting is particularly useful for intricate geometries with fine details.
Support Pattern
The pattern used for the supports can also influence their removability. Certain patterns are inherently easier to break away than others.
Line Pattern: A simple line pattern is often easier to remove than a grid or zigzag pattern. The lines are less interconnected, making it easier to break them apart.
Easy To Remove Supports In Cura - YouTube
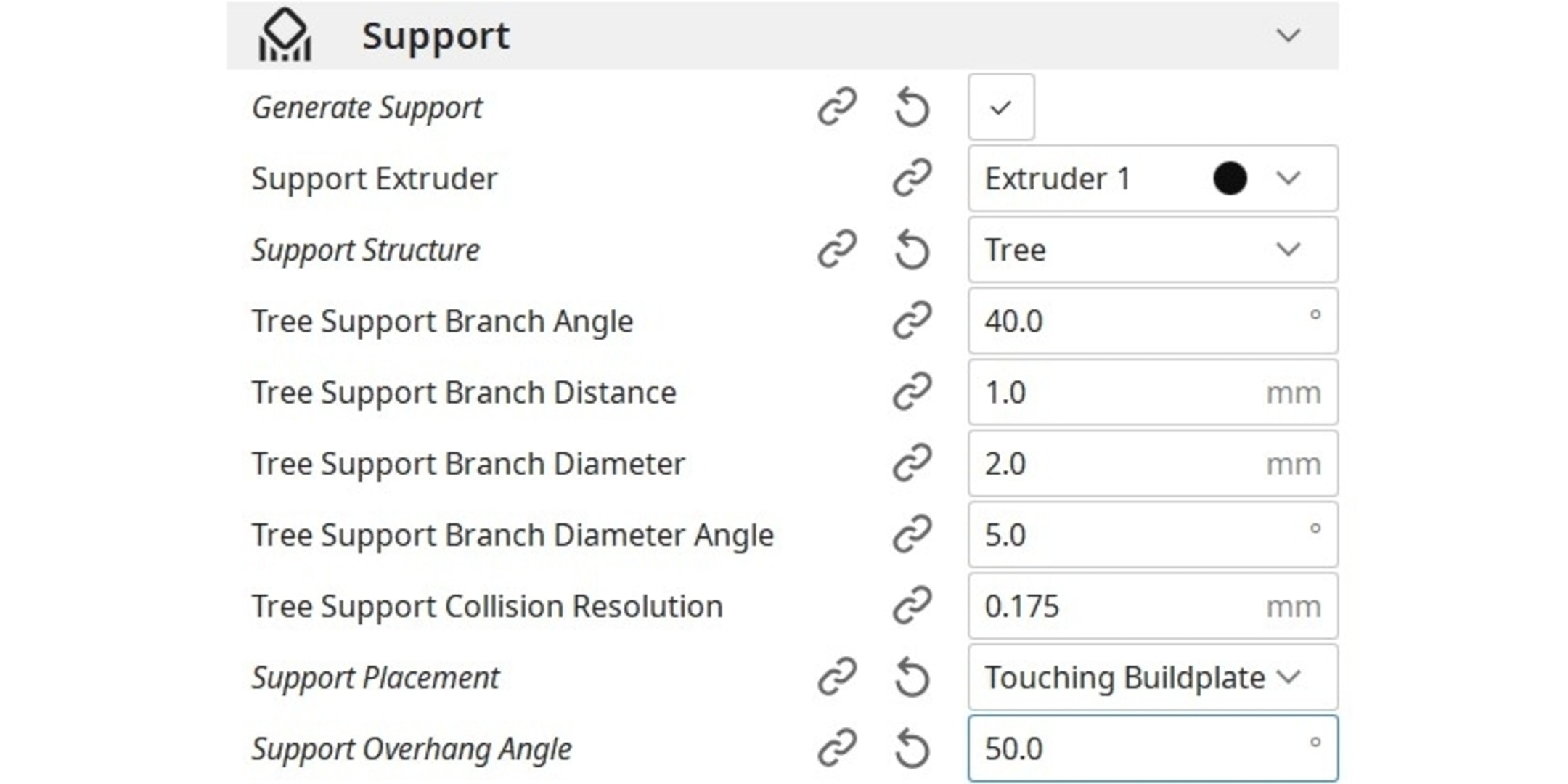
Tree Supports: Tree supports, also known as branching supports, are designed to minimize the contact area with the printed part. These supports branch out from the build plate and only make contact with the overhangs at specific points. This significantly reduces the force required to remove them and minimizes the risk of damaging the part. They are particularly well-suited for organic shapes and complex geometries.
Post-Processing Techniques
Even with optimized material selection and slicer settings, some post-processing may be necessary to remove supports effectively. Using the right tools and techniques can minimize the risk of damaging the printed part.
Tools for Support Removal
Flush Cutters: These are ideal for cutting away small, delicate support structures. The flush cutting blades allow for precise cuts without damaging the surrounding area.
Needle-Nose Pliers: Useful for gripping and twisting off supports, especially in tight or hard-to-reach areas. Be careful not to apply excessive force, which could break the part.
Scrapers and Spatulas: Effective for gently prying off supports, particularly those with a thin interface layer. Use a plastic scraper to avoid scratching the printed part.
Heat Gun: Applying gentle heat to the support structure can soften the material and make it easier to break away. Be cautious not to overheat the part, as this could cause deformation.
6 Ways How to Make Supports Easier to Remove in PrusaSlicer - 3D Printerly
Sandpaper and Files: After removing the bulk of the supports, sandpaper and files can be used to smooth any remaining imperfections or support remnants. Start with a coarse grit sandpaper and gradually move to finer grits for a smooth finish.
Techniques for Support Removal
Start with the Easiest Supports: Begin by removing the supports that are easiest to access and break away. This will give you more room to maneuver and access the more challenging supports.
Work Slowly and Deliberately: Avoid rushing the support removal process. Applying excessive force can lead to breakage or damage to the printed part. Work slowly and deliberately, carefully assessing the best approach for each support.
Apply Gentle Pressure: When using pliers or scrapers, apply gentle, controlled pressure. Avoid twisting or bending the supports excessively, as this can transfer stress to the printed part.
Dissolving Supports: If using dissolvable support materials (PVA or HIPS), follow the manufacturer's instructions for the appropriate solvent and immersion time. Ensure adequate ventilation during the dissolving process. After dissolving the supports, rinse the part thoroughly with clean water and allow it to dry completely.
Practical Advice and Insights
Mastering the art of support removal is an iterative process. Experiment with different materials, slicer settings, and post-processing techniques to find what works best for your specific printer and applications. Record your settings and observations for future reference. Consider creating test prints with various support configurations to evaluate the ease of removal and the surface quality of the supported areas. This proactive approach will allow you to optimize your workflow and consistently produce high-quality 3D printed parts with minimal effort during the support removal process.